| H10 ▏1.2365/32CrMoV12-28 ▏SKD 7 ▏4Cr3Mo3SiV | |
Category | Hot Work Tool Steel | |
Delivery condition | Hot rolled & Hot forged, Soft annealed to max. 229HB | |
Supply form | Round bar, Flat bar | |
Introduction
Chromium hot-work tool steels are classified as group H steels by the AISI classification system. This series of steels start from H1 to H19. H10 tool steel equivalent material includes European EN, ISO, German DIN 1.2365/32CrMoV12-28, Japanese JIS standard SKD7, Chinese GB 4Cr3Mo3SiV, Rusia GOST 3Х3М3Ф, etc |
Standard | Grade | C | Si | Mn | P≤ | S≤ | Cr | Mo | V |
GB | 4Cr3Mo3SiV | 0.35-0.45 | 0.80-1.20 | 0.25-0.70 | 0.03 | 0.03 | 3.00-3.75 | 2.00-3.00 | 0.25-0.75 |
GOST | 3Х3М3Ф | 0.27-0.34 | 0.10-0.40 | 0.20-0.50 | 0.03 | 0.03 | 2.80-3.50 | 2.50-3.00 | 0.40-0.60 |
AISI | H10 | 0.35-0.45 | 0.80-1.25 | 0.20-0.70 | 0.03 | 0.03 | 3.00-3.75 | 2.00-3.00 | 0.25-0.75 |
DIN EN ISO 4957 | 1.2365/32CrMoV12-28 | 0.28-0.35 | 0.10-0.40 | 0.15-0.45 | 0.03 | 0.03 | 2.70-3.20 | 2.50-3.00 | 0.40-0.70 |
DIN 17350 | 1.2365/X32CrMoV3-3 | 0.28-0.35 | 0.10-0.40 | 0.15-0.45 | 0.03 | 0.03 | 2.70-3.20 | 2.60-3.00 | 0.40-0.70 |
JIS | SKD 7 | 0.28-0.35 | 0.10-0.40 | 0.15-0.45 | 0.03 | 0.02 | 2.70-3.20 | 2.50-3.00 | 0.40-0.70 |
Characteristics
« Hot work steel with high heat resistance and tempering resistance, as well as high toughness.
« Good air hardening.
« Good thermal conductivity and water-cooled.
Applications
« Brass casting, press tools, die inserts, die casting moulds, plastic moulds.
« Recipient bushes, pressure dies, press mandrels.
« Tube extrusion mandrels, piecer plugs, press dies, block receivers.
« Screws, nuts, rivets, bolts, hot shear knives etc.
Physical Properties
Properties | Metric | Imperial |
Density | 7.77 g/cm3 | 0.281 lb/in3 |
Mechanical Properties
Properties | Metric | Imperial |
Hardness, Rockwell C (air cooled from 1024°C and double tempered; 649°C temper temperature) | 41 | 41 |
Hardness, Rockwell C (air cooled from 1024°C and double tempered;149°C temper temperature) | 58 | 58 |
Modulus of elasticity | 207 GPa | 30000 ksi |
Machinability (1% carbon steel) | 90.0 - 95.0% | 90.0 - 95.0% |
Poisson's ratio | 0.27-0.30 | 0.27-0.30 |
Heat Treatment
1.Preheating: Heat the mold steel to 500-600 ℃ and keep it warm for a period of time to ensure even heating.
2.Quenching heating: Heat the mold steel to the austenitization temperature, usually 1000-1050 ℃, and hold for a certain period of time to fully austenitize the mold steel.
3.Quenching cooling: Quickly cool the mold steel to room temperature, usually using oil cooling or water cooling.
1.Tempering temperature: Select the appropriate tempering temperature according to the hardness requirements of the mold steel. Generally speaking, the higher the tempering temperature, the lower the hardness of the mold steel, but the better its toughness. For H10 mold steel, the tempering temperature is usually 500-600 ℃.
2.Tempering time: Choose the appropriate tempering time based on the size and shape of the mold steel. Generally speaking, the longer the tempering time, the lower the hardness of the mold steel, but the better its toughness. For H10 mold steel, the tempering time is usually 1-2 hours.
3.Tempering cooling: Remove the mold steel from the tempering furnace and air cool it to room temperature.
| H11 ▏1.2343/X37CrMoV5-1 ▏SKD6 ▏4Cr5MoSiV | |
Category | Hot Work Tool Steel | |
Delivery condition | Hot rolled & Hot forged, Soft annealed to max. 229HB | |
Supply form | Round bar, Flat bar | |
Chromium hot-work tool steels are classified as group H steels by the AISI classification system. This series of steels start from H1 to H19. H11 tool steel equivalent material includes European EN, ISO, German DIN 1.2343/X37CrMoV5-1, Japanese JIS standard SKD 6, Chinese GB 4Cr5MoSiV, Rusia GOST 4Х5МФС, etc |
|
Equivalent Material & Chemical Composition
Standard | Grade | C | Si | Mn | P≤ | S≤ | Cr | Mo | V |
GB | 4Cr5MoSiV | 0.33-0.43 | 0.80-1.20 | 0.20-0.50 | 0.03 | 0.03 | 4.75-5.50 | 1.10-1.60 | 0.30-0.60 |
GOST | 4Х5МФС | 0.32-0.40 | 0.90-1.20 | 0.20-0.50 | 0.03 | 0.03 | 4.50-5.50 | 1.20-1.50 | 0.30-0.50 |
AISI | H11 | 0.33-0.43 | 0.80-1.25 | 0.20-0.60 | 0.03 | 0.03 | 4.75-5.50 | 1.10-1.60 | 0.30-0.60 |
DIN EN ISO 4957 | 1.2343/Х37CrMoV5-1 | 0.33-0.41 | 0.80-1.20 | 0.25-0.50 | 0.03 | 0.03 | 4.80-5.50 | 1.10-1.50 | 0.30-0.50 |
DIN 17350 | 1.2343/Х38CrMoV5-1 | 0.36-0.42 | 0.90-1.20 | 0.30-0.50 | 0.03 | 0.03 | 4.80-5.80 | 1.10-1.40 | 0.25-0.50 |
JIS | SKD 6 | 0.32-0.42 | 0.80-1.20 | ≤0.50 | 0.03 | 0.03 | 4.50-5.50 | 1.0-1.50 | 0.30-0.50 |
Characteristics
« Excellent toughness.
« Good tempering resistance and through-hardening properties.
« Good performance under tempresure changes and themal stress fatigue.
« Good high-temperature strength and resistance to thermal shock and thermal fatigue.
« Excellent polishing performance of 12000# or above.
« Good dimensional stability during heat treatment and surface treatment.
Applications
« Aluminum-zinc die-casting dies, light alloy pressure casting dies,
« Aluminum alloy and copper alloy extrusion dies, long life hot forging dies.
« Plastic hard molds with higher finish requirements such as car lamp mold, plastic mold with glass fiber and calcium powder added, bakelite molds.
« Plastic hard molds with complex rib and high toughness requirements, and large&complex deep cavity molds.
Physical Properties
Category | Celsius degrees |
Electrical resistivity, μΩ·m | 0.52 (20°C) |
Specific heat capacity, J/(kg·K) | 460 (20°C) |
Thermal conductivity, (W/m·K) | 15.0 (20°C) |
Thermal conductivity, (W/m·K), annealed | 29.8 (20°C) |
30.0 (350°C) | |
33.4 (700°C) | |
Thermal conductivity, (W/m·K), hardened and tempered | 26.8 (20°C) |
27.3 (350°C) | |
30.3 (700°C) | |
Modulus of elasticity, GPa | 210 |
Mean coefficient of thermal expansion, (10-6/K) | 11.8 (20-100°C) |
12.4 (20-200°C) | |
12.6 (20-300°C) | |
12.7 (20-400°C) | |
12.8 (20-500°C) | |
12.9 (20-600°C) | |
12.9 (20-700°C) |
Mechanical Properties
DIN 1.2343 tensile strength: > 1400 MPa (<150°C).
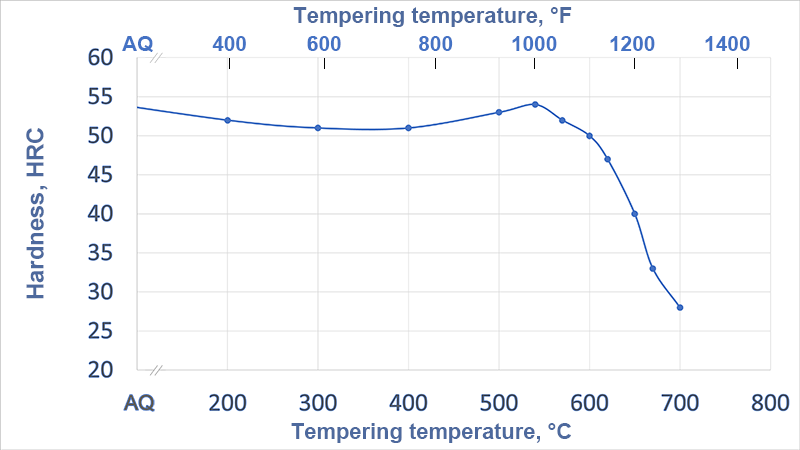
Hardness at different tempering temperatures.
Tempering temperature (°C) | Hardness (HRC) |
50 | 53.7 |
100 | 53 |
200 | 52 |
300 | 52.5 |
400 | 54.5 |
450 | 56 |
500 | 56 |
550 | 52 |
600 | 46 |
650 | 39 |
700 | 31 |
Heat Treatment
Forging Softening Annealing Hardening Tempering 1050-850℃ 820-840℃ 1000-1030℃ 530-680℃ Purity: According to ASTM E45 method A, A sulfide ≤ 0.5, B oxide, C silicate and D spherical oxidation Materials ≤ 1 or DIN 50602-K1 ≤ 10 or according to customer requirements.
Factory condition of steel: soft annealed, good microstructure, hardness up to 229HB or tempered to customer requirements.
Critical temperatures (°C): 830 (Ac1b), 900 (Ac1e), 340 (Ms).
Full Annealing: 870 °C– 900 °C (1600 °F – 1650 °F); Hardness: ≤229 HBW (annealed).
Material 1.2343 hardening: Austenitizing temperature 1020±10 °C; Quenching Agent: Oil; The corresponding tempering temperature and HRC hardness can be found above.
| ||
Category | Hot Work Tool Steel | |
Delivery condition | Hot rolled & Hot forged, Soft annealed to max. 220HB | |
Supply form | Round bar, Flat bar, Square bar, Plate | |
Chromium hot-work tool steels are classified as group H steels by the AISI classification system. This series of steels start from H1 to H19. H13 chromium hot-work steel is widely used in hot and cold work tooling applications. Due to its excellent combination of high toughness and fatigue resistance H13 is used more than any other tool steel in tooling applications. H13 tool steel equivalent material includes European EN, ISO, German DIN 1.2344/X40CrMoV5-1, Japanese JIS standard SKD61, Chinese GB 4Cr5MoSiV1, Rusia GOST 4Х5МФ1С, etc |
|
|
Equivalent Material & Chemical Composition
Standard | Grade | C | Si | Mn | P≤ | S≤ | Cr | Mo | V |
GB | 4Cr5MoSiV1 | 0.32-0.45 | 0.80-1.20 | 0.20-0.50 | 0.030 | 0.030 | 4.75-5.50 | 1.10-1.75 | 0.80-1.20 |
GOST | 4Х5МФ1С | 0.37-0.44 | 0.90-1.20 | 0.20-0.50 | 0.030 | 0.030 | 4.50-5.50 | 1.20-1.50 | 0.80-1.10 |
AISI | H13 | 0.32-0.45 | 0.80-1.25 | 0.20-0.50 | 0.030 | 0.030 | 4.75-5.50 | 1.10-1.75 | 0.80-1.20 |
DIN | 1.2344/ Х40CrMoV5-1 | 0.35-0.42 | 0.80-1.20 | 0.25-0.50 | 0.030 | 0.030 | 4.80-5.50 | 1.20-1.50 | 0.85-1.15 |
JIS | SKD61 | 0.35-0.42 | 0.80-1.20 | 0.25-0.50 | 0.030 | 0.030 | 4.80-5.50 | 1.00-1.50 | 0.80-1.15 |
Characteristics
« Good resistance to abrasion at both low and high temperatures
« High level of toughness and ductility
« Good machinability and polishability
« Good high-temperature strength and resistance to thermal fatigue
« Excellent through-hardening properties
« Very limited distortion during hardening
Applications
PLASTIC MOULDING: Injection moulds, Compression/ transfer moulds;
EXTRUSION: Backers, die holders, liners, dummy blocks, stems;
DIE CASTING: Fixed inserts, cores, Sprue parts, Nozzles, Ejector pins (nitrided), Plunger;
Others: Forming dies, die inserts, and tools for the manufacture of screws nuts, riverts and bolts.
Physical Properties
H13 material physical properties such as density, specific heat capacity, and thermal properties, elastic modulus are given in the table below.
Physical Properties | Metric | Imperial |
Density | 7.76 g/cm3 | 0.280 lb/in3 |
Specific heat capacity | 460 J/kg·K (20 °C) | 0.11 Btu/lb·°F (68 °F) |
Elastic modulus (Modulus of Elasticity) | 193 GPa | 28 x 106 psi |
186 GPa (190 °C) | 27 x 106 psi (375 °F) | |
172 GPa (400 °C) | 25 x 106 psi (750 °F) | |
Thermal conductivity | 32.0 W/m·K (20 °C) | 18.5 Btu/ft·h·°F (68 °F) |
33.0 W/m·K (190 °C) | 19.1 Btu/ft·h·°F (375 °F) | |
34.0 W/m·K (400 °C) | 19.7 Btu/ft·h·°F (750 °F) | |
Coefficient of thermal expansion (CTE) | 10.4 μm/m (20-100 °C) | 5.8 μin./in.°F (70-200 °F) |
11.5 μm/m (20-200 °C) | 6.4 μin./in.°F (70-400 °F) | |
12.2 μm/m (20-425 °C) | 6.8 μin./in.°F (70-800 °F) | |
12.4 μm/m (20-540 °C) | 6.9 μin./in.°F (70-1000 °F) | |
13.1 μm/m (20-650 °C) | 7.3 μin./in.°F (70-1200 °F) |
Mechanical Properties
Typical room-temperature longitudinal mechanical properties of H13 steel bars tempered to different hardness levels.
Round bars, oil quenched from 1010 °C (1850 °F) and double tempered, 2+2 hour at indicated temperature.
Tempering temperature, °C (°F) | Tensile strength, MPa (ksi) | Yield strength, MPa (ksi) | Elongation in 4D gage length, % | Reduction in area, % | Hardness, HRC | Charpy V-notch impact, J (ft·lbf) |
527 (980) | 1960 (284) | 1570 (228) | 13.0 | 46.2 | 52 | 16 (12) |
555 (1030) | 1835 (266) | 1530 (222) | 13.1 | 50.1 | 50 | 24 (18) |
575 (1065) | 1730 (251) | 1470 (213) | 13.5 | 52.4 | 48 | 27 (20) |
593 (1100) | 1580 (229) | 1365 (198) | 14.4 | 53.7 | 46 | 28.5 (21) |
605 (1120) | 1495 (217) | 1290 (187) | 15.4 | 54.0 | 44 | 30 (22) |
Longitudinal short-time tensile properties of H13 tool steel bar
Oil quenched from 1010 °C (1850 °F) and doubled tempered to indicated hardness.
Room temperature hardness, HRC | Test temperature, °C (°F) | Tensile strength, MPa (ksi) | Yield strength, MPa (ksi) | Elongation in 4D gage length, % | Reduction in area, % |
52, tempered 2+2 h at 527 °C (980 °F). | 425 (800) | 1620 (235) | 1240 (180) | 13.7 | 50.6 |
540 (1000) | 1305 (189) | 1000 (145) | 13.9 | 54.0 | |
595 (1100) | 1020 (148) | 825 (120) | 17.5 | 65.4 | |
650 (1200) | 450 (65) | 340 (49) | 28.9 | 88.9 | |
48, tempered 2+2 h at 575 °C (1065 °F). | 425 (800) | 1400 (203) | 1150 (167) | 15.0 | 59.9 |
540 (1000) | 1160 (168) | 960 (139) | 17.1 | 62.4 | |
595 (1100) | 940 (136) | 750 (109) | 18.0 | 68.5 | |
650 (1200) | 455 (66) | 350 (51) | 33.6 | 89.0 | |
44, tempered 2+2 h at 605 °C (1120 °F). | 425 (800) | 1200 (174) | 1005 (146) | 17 | 64.1 |
540 (1000) | 995 (144) | 820 (119) | 20.6 | 70.0 | |
595 (1100) | 827 (120) | 690 (100) | 22.6 | 74.0 | |
650 (1200) | 450 (65) | 350 (51) | 28.4 | 87.6 |
Longitudinal impact properties of H13 tool steel bar tempered at different temperatures
Air cooled from 1010 °C (1850 °F) and double tempered, 2+2 hour at indicated temperature.
Tempering temperature | Hardness, HRC, at room temperature | Charpy tempering V-notch impact energy [J (ft·lbf)] at test temperature | ||||
°C (°F) | -73 °C (-100 °F) | 21 °C (70 °F) | 260 °C (500 °F) | 540 °C (1000 °F) | 595 °C (1100 °F) | |
524 (975) | 54 | 7 (5) | 14 (10) | 27 (20) | 31 (23) | – |
565 (1050) | 52 | 7 (5) | 14 (10) | 30 (22) | 34 (25) | 34 (25) at 565 °C (1050 °F) |
607 (1125) | 47 | 8 (6) | 24 (18) | 41 (30) | 45 (33) | 43 (32) |
H13 steel hardness range is 28-53 HRC varies with tempering temperature, all specimens are air-cooled from 1025 °C (1875 °F) and tempered at temperature for 2 hours.
Heat Treatment
Heat uniformly to 845 to 900 °C (1550 to 1650 °F) in a controlled atmosphere furnace, or place the part in a neutral compound to prevent decarburization and hold to equalize temperature; Cool very slowly in the oven to approximately 480 °C (900 °F), then more rapidly to room temperature. This treatment should result in a fully spherical microstructure without grain boundary carbide networks.
Preheat to 790 to 815 °C (1450 to 1500 °F), then continue heat uniformly to 995 to 1025 °C (1825 to 1875 °F), soak for 20 minutes, plus 5 minutes per 25 mm (1 in) thickness (min. 25 minutes); cool in still air. For a few applications, oil quenching can be done from the low end of the hardening temperature, but there is a risk of distortion or cracking. Air cooling is preferred and is usually done from the high side of the hardening temperature range.
Temper at approximately 510 °C (950 °F) for maximum hardness and strength, but better tempered at higher temperatures to lower hardness or strength levels while increasing toughness and ductility.
Heat to 650 to 675 °C (1200 to 1250 °F) and soak for 1 hour or longer; cool slowly to room temperature. This treatment is typically used to achieve greater dimensional accuracy in heat-treated parts by stress-relieving rough-machined parts, followed by finish machining, and finally heat-treating to the desired hardness.
Finished and heat treated parts can be nitrided to produce a highly wear-resistant surface. Because it is carried out at normal tempering temperature, nitriding can serve as the second temper in a double-tempering treatment. The depth of the nitride layer depends on the time at temperature. Deeply nitrided parts are usually ground or lightly surface ground to remove the thin, brittle white layer. Selective nitridation is sometimes performed to produce a nitrided shell only where needed. Copper plating is best to seal off areas that do not require nitriding; stop-offs containing lead should be avoided as lead can make H13 steel brittle.
Not recommended
| H21 ▏1.2581/X30WCrV9-3 ▏SKD5 ▏3Cr2W8V | |
Category | Hot Work Tool Steel | |
Delivery condition | Hot rolled & Hot forged, Soft annealed to max. 240HB | |
Supply form | Round bar, Flat bar | |
H21 steel is a type of hot work die steel. This steel can maintain good mechanical properties and dimensional stability under high temperature conditions, thereby ensuring high precision and long life of the mold. H21 tool steel equivalent material includes European EN, ISO, German DIN 1.2581/X30WCrV9-3/3Cr2W8V, Japanese JIS standard SKD5, Chinese GB 3Cr2W8V, Rusia GOST 3Х2В8Ф, etc |
Equivalent Material & Chemical Composition
Standard | Grade | C | Si | Mn | P≤ | S≤ | Cr | V | W |
GB | 3Cr2W8V | 0.30-0.40 | ≤0.40 | ≤0.40 | 0.03 | 0.03 | 2.20-2.70 | 0.20-0.50 | 7.50-9.00 |
AISI | H21 | 0.26-0.36 | 0.15-0.50 | 0.15-0.40 | 0.03 | 0.03 | 3.00-3.75 | 0.30-0.60 | 8.5-10.0 |
DIN EN ISO 4957 | 1.2581/X30WCrV9-3 | 0.25-0.35 | 0.10-0.40 | 0.15-0.45 | 0.03 | 0.03 | 2.5-3.2 | 0.30-0.50 | 8.50-9.50 |
DIN 17350 | 1.2581/X30WCrV9-3 | 0.25-0.35 | 0.15-0.30 | 0.20-0.40 | 0.035 | 0.035 | 2.50-2.80 | 0.30-0.40 | 8.00-9.00 |
JIS | SKD5 | 0.25-0.35 | 0.10-0.40 | 0.15-0.45 | 0.03 | 0.02 | 2.5-3.2 | 0.30-0.50 | 8.50-9.50 |
Characteristics
« 1.2581 is one of the hot work, tungsten containing tool steels.
« The tungsten content is beneficial for hot strength at red heat,
« Although toughness is somewhat reduced.
Applications
Used for hot working dies and tooling such as die casting, extrusion and hot forming of parts.
Pressure die casting tools, moulds for Cu and Cu-alloys. This grade is not used for water cooled tools
Physical Properties
Properties | Metric | Imperial |
Density | 8.19 g/cm3 | 0.296 lb/in3 |
Melting point | 1432°C | 2610°F |
Mechanical Properties
Properties | Metric | Imperial |
Hardness, Rockwell C | 40.0 - 55.0 | 40.0 - 55.0 |
Bulk modulus | 140 GPa | 20300 ksi |
Shear modulus | 80.0 GPa | 11600 ksi |
Poisson's ratio (25°C) | 0.27-0.30 | 0.27-0.30 |
Elastic modulus | 190-210 GPa | 27557-30458 ksi |
Heat Treatment
High temperature heating
Heating the preheated H21 steel to 1050-1100 ℃ and holding it for a certain period of time can help improve the grain structure of the steel, fully dissolve carbides, and thus enhance the hardness, strength, and other properties of the steel
Quenching
H21 steel heated at high temperature needs to be rapidly cooled, and can be cooled by oil cooling, water cooling, or air cooling.
1. Oil cooled quenching can achieve a good combination of hardness and toughness;
2. Water cooling quenching has a fast cooling speed and can achieve higher hardness, but it may result in larger internal stresses;
3. Gas cooled quenching is relatively mild and has lower internal stress, but the hardness improvement effect may not be as good as water cooling.
The specific selection of cooling medium should be based on the required hardness and performance requirements.
Tempering
After quenching, H21 steel is brittle and hard, and requires tempering to adjust its hardness and toughness. The tempering temperature is usually between 500-650 ℃, for example,;
1. when the tempering temperature is between 660 ℃ and 680 ℃, the hardness after treatment is 49-52HRC; Tempering temperature is 600-620 ℃, and the hardness after treatment is 40-44HRC.
2. The tempering insulation time is determined based on specific factors such as workpiece size and furnace loading, and is generally around 2-4 hours. The tempering frequency is usually 2-3 times.
Cooling
After tempering, H21 steel needs to be cooled by natural cooling or controlled cooling rate.
1. Natural cooling operation is simple, but the cooling speed is slow;
2. Controlling the cooling rate can more accurately adjust material properties, such as obtaining desired indicators of hardness, strength, and toughness.
| L6 ▏1.2714/55NiCrMoV 7 ▏SKT 4 ▏5CrNiMo | |
Category | Hot Work Tool Steel | |
Delivery condition | Hot rolled & Hot forged, Soft annealed to max. 220HB | |
Supply form | Round bar, Flat bar, Square bar, Plate | |
L6 steel is widely used in fields such as tool manufacturing. Its main alloying elements include chromium (Cr), nickel (Ni), molybdenum (Mo), etc., and the addition of these alloying elements endows L6 steel with unique properties. L6 tool steel equivalent material includes European EN, ISO, German DIN 1.2714/55NiCrMoV7, Japanese JIS standard SKT4, Chinese GB 5CrNiMo, Rusia GOST 5ХНМ, etc |  |  |
Equivalent Material & Chemical Composition
Standard | Grade | C | Si | Mn | P≤ | S≤ | Cr | Mo | Ni | V |
GB | 5CrNiMo | 0.50-0.60 | ≤0.40 | 0.50-0.80 | 0.03 | 0.03 | 0.50-0.80 | 0.15-0.30 | 1.40-1.80 | |
GOST | 5ХНМ | 0.50-0.60 | 0.10-0.40 | 0.50-0.80 | 0.03 | 0.03 | 0.50-0.80 | 0.15-0.30 | 1.40-1.80 | |
AISI | L6 | 0.65-0.75 | 0.10-0.50 | 0.25-0.80 | 0.03 | 0.03 | 0.60-1.20 | ≤0.50 | 1.25-2.00 | |
DIN EN ISO 4957 | 1.2714/55NiCrMoV7 | 0.50~0.60 | 0.10~0.40 | 0.60-0.90 | 0.03 | 0.03 | 0.80-1.20 | 0.35-0.55 | 1.50~1.80 | 0.05-0.15 |
DIN 17350 | 1.2714/56NiCrMoV7 | 0.50~0.60 | 0.10~0.40 | 0.65-0.95 | 0.03 | 0.03 | 1.00-1.20 | 0.45-0.55 | 1.50~1.80 | 0.07-0.12 |
JIS | SKT4 | 0.50-0.60 | 0.10-0.40 | 0.60-0.90 | 0.03 | 0.02 | 0.80-1.20 | 0.35-0.55 | 1.50-1.80 | 0.05-0.15 |
Characteristics
«Hot work steel that can be used for a wide range of applications.
«With good through hardenability, tempering resistance, toughness, pressure and heat resistance.
Forging and swaging with very large dimensions, hot forming tools, hot shear blades, extrusion tools, punches, tools for forging machines, tool holders, die holders.
Properties | Metric |
Density | 7.85g/cm³ |
Coefficient of Thermal Expansion | (10 - 13)×10⁻⁶/℃ |
Thermal Conductivity | 30 - 40W/(m·K) |
Mechanical Properties
Properties | Metric |
Strength-Yield Strength | 600 - 750 MPa |
Strength-Tensile Strength | 900 - 1100 MPa |
Hardness | 58-62(HRC) |
Toughness | 40 - 60 J/cm² (Charpy impact test) |
Fatigue Strength | 400 - 500 MPa (fatigue limit) |
Heat Treatment
1.The purpose of annealing is to eliminate internal stresses, reduce hardness, and improve cutting performance.
2.Full annealing is usually adopted. The steel is heated to a temperature range of 780 - 820°C. The holding time depends on the size of the workpiece and the loading amount of the furnace (generally 1 - 2 hours for every 25 mm thickness), and then it is cooled slowly.
3.After annealing, the hardness is reduced to about HB (Brinell hardness) 180 - 220, which is beneficial for subsequent machining.
1.Quenching is used to increase the hardness and strength of the steel. The steel is heated to a temperature range of 820 - 860°C and then quickly immersed in an oil or salt bath for cooling, forming martensite strengthening phases.
2.However, quenching causes large internal stresses in the steel, making it prone to deformation and cracking. Therefore, tempering is crucial.
1.Tempering is carried out after quenching. Its main purposes are to eliminate quenching internal stresses, stabilize the structure, and adjust the balance between hardness and toughness.
2.The tempering temperature is within the range of 490 - 540°C, and the tempering time is generally 2 - 3 hours. After tempering, the hardness is reduced to about HRC (Rockwell hardness C scale) 58 - 62, while the toughness is enhanced, resulting in excellent comprehensive mechanical properties.
| 1.2367/X38CrMoV5-3 | |
Category | Hot Work Tool Steel | |
Delivery condition | Hot rolled & Hot forged, annealed to max. 235HB | |
Supply form | Round bar, Flat bar | |
Introduction
1.2367 is a high-performance hot work tool steel, which belongs to alloy steel. The proportion of its alloy elements has been carefully designed to meet the performance requirements of hot work molds under complex working conditions. 1.2367 tool steel equivalent material includes TU 4Ch5MF, NF Z38CDV5-3,German DIN 1.2367/X38CrMoV5-3, etc |
|
Equivalent Material & Chemical Composition
Standard | Grade | C | Si | Mn | P≤ | S≤ | Cr | Mo | V |
NF | Z38CDV5-3 | 0.34-0.42 | 0.30-0.50 | 0.20-0.50 | 4.80-5.50 | 2.80-3.20 | 0.30-0.50 | ||
TU | 4Ch5MF | 0.35-0.40 | 0.30-0.60 | 0.30-0.50 | 0.035 | 0.035 | 4.70-5.20 | 2.70-3.30 | 0.40-0.70 |
DIN EN ISO 4957 | 1.2367/X38CrMoV5-3 | 0.35-0.40 | 0.30-0.50 | 0.30-0.50 | 0.03 | 0.02 | 4.80-5.20 | 2.70-3.20 | 0.40-0.60 |
DIN 17350 | 1.2367/X38CrMoV5-3 | 0.35-0.40 | 0.30-0.50 | 0.30-0.50 | 0.035 | 0.035 | 4.70-5.20 | 2.70-3.30 | 0.40-0.70 |
Characteristics
« Secondary hardening steel with high strength and wear resistance in hot.
« Good tempering resistance.
« High hardenability and thoughness.
« Tools can be water cooled.
Dies, die inserts, extrusion presses, hot extrusion tools, die casting tools, slides, press mandrels, intermediate sleeves, die holders, profiling dies, profile mandrels, block receivers, hot shear knives, light metal processing, plastic moulds.
Physical Properties
Properties | Metric |
Density | 7.8-7.9g/cm ³ |
Coefficient of Thermal Expansion | (10 - 13)×10⁻⁶/℃ |
Thermal Conductivity | 20 - 30W/(m·K) |
Mechanical Properties
Properties | Metric |
Strength-Yield Strength | 1100 - 1300 MPa |
Strength-Tensile Strength | 1400 - 1600 MPa |
Hardness | 48-52(HRC) |
Resilience | 40 - 60 J/cm² (Charpy impact test) |
Heat Treatment
1.The annealing temperature is generally between 820-850 ℃, and after holding for a certain period of time, it is slowly cooled.
2. The purpose of annealing is to eliminate the internal stress generated in the forging or rolling process of steel, reduce hardness, improve cutting performance, and provide convenience for subsequent mechanical processing.
1.The quenching temperature is usually between 1020-1050 ℃, and oil quenching or a suitable quenching medium is used for cooling.
2.Quenching can increase the hardness and strength of steel, but the quenching process generates significant internal stresses that require tempering treatment to eliminate
1.The tempering temperature is generally between 550-680 ℃, and the tempering time depends on the size and specific requirements of the mold.
2.The main function of tempering is to eliminate internal stresses during quenching, stabilize the structure, and adjust the balance between hardness and toughness.
By selecting the appropriate tempering temperature and time, 1.2367 steel can achieve the best comprehensive performance and meet the requirements of hot work molds under different working conditions.